一、針織大圓機工藝介紹
1.針織大圓機簡介
針織大圓機(如圖1)是一種將棉紗織成筒狀布的設備,主要用于編織各類起絨針織物、T恤面料、各類具有孔眼的花紋織物等。按結構可分為單面大圓機和雙面大圓機,在紡織行業(yè)應用廣泛。

圖1-針織大圓機
2.工藝要求
(1)要求變頻器耐環(huán)境能力強,因現(xiàn)場工作環(huán)境溫度較高,且棉絮容易造成散熱風扇堵轉、損壞,散熱孔堵塞。
(2)要求有靈活的點動運行功能,設備多處安裝有點動按鈕,要求變頻器響應速度快。
(3)在速度控制上要求有三個速度,一是點動運行速度,通常6Hz左右;二是正常織布速度,最高頻率可達70Hz;三是低速收布運行,需要20Hz左右頻率。
(4)在大圓機的運轉中,絕對禁止電機反轉和回轉現(xiàn)象,否則針床的針將被折彎或折斷,如果是采用了單相軸承的大圓機可不予考慮,如果系統(tǒng)正反轉完全取決于電機的正反轉,則一方面需要能禁止反轉,另一方面需要設置直流制動消除回轉。
二、現(xiàn)場要求及調試方案
1.現(xiàn)場要求
大圓機行業(yè)對于變頻器的控制功能要求較為簡練,一般接端子控制起停,模擬量給定頻率或者使用多段速給定頻率。要求點動或者低速運轉要快速,因此要求變頻器能夠控制電機低頻時產生較大的低頻轉矩。一般在大圓機應用上,變頻器以V/F模式就可以滿足。
2.調試方案
我們采用的方案是:C320系列無傳感器電流矢量變頻器 功率:3.7跟5.5KW
三、調試參數和說明
1、接線圖
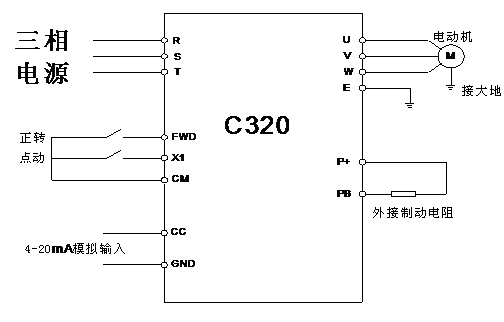
2、調試參數設定
(1)F0.0=0 VF模式
(2)F0.1=6 頻率輸入通道外部電流信號
(3)F0.4=0001 外部端子控制
(4)F0.6=0010 反轉防止有效
(5)F0.10=5 加速時間5S
(6)F0.11=0.8 減速時間0.8S
(7)F0.16=6 載波頻率6K
(8)F1.1=4 轉矩提升4
(9)F3.0=6 設置X1為正轉點動
(10)F4.10=6 設置點動頻率為6HZ
(11)F4.21=3.5 設置點動加速時間為3.5S
(12)F4.22=1.5 設置點動減速時間為1.5S
3、調試注意事項:
(1)首先點動確定電機的方向
(2)關于點動時震動以及反映慢的問題,需要根據要求調節(jié)點動的加減速時間
(3)低頻力矩可以通過調節(jié)載波以及轉矩提升來改善
(4)棉絮堵塞風道,風扇堵轉造成變頻器散熱不良。此情況出現(xiàn)較多,目前一般的變頻器都是跳過熱報警后人工清除風道內棉絮后繼續(xù)使用。
參考文獻:
1.《C320系列無傳感器電流矢量型變頻器說明書》 深圳市四方電氣技術有限公司
